The Role of Ultra-Thin Aluminum & Copper Foils in EV Batteries
The electric vehicle revolution isn’t just happening on the assembly line—it’s happening at the microscopic level, where ultra-thin metal foils measured in microns are redefining what’s possible in battery performance. As manufacturers from Tesla to Rivian push for longer range and faster charging, the current collectors inside lithium-ion batteries have become a critical battleground for innovation.
The challenge? Transitioning from standard gauge foils to ultra-thin materials requires precision processing capabilities that only a handful of domestic businesses possess. This is where the gap between theoretical battery performance and real-world manufacturing becomes painfully evident.
I. The Evolution of Current Collectors in EV Batteries
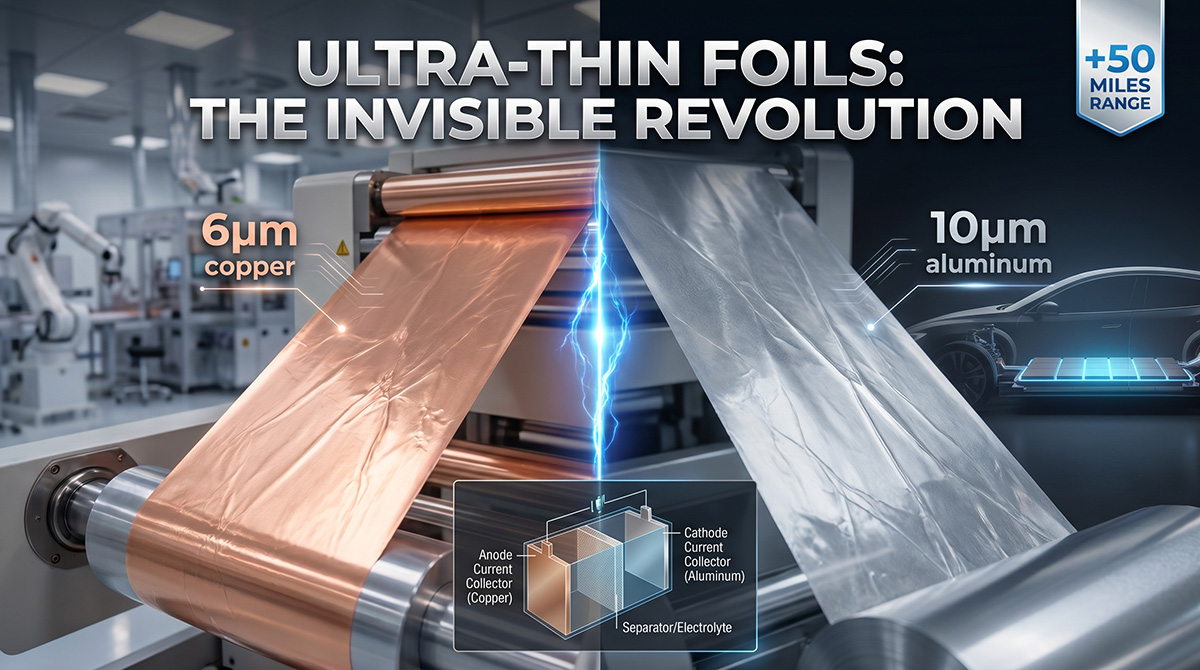
The push toward ultra-thin foils isn’t just an incremental improvement—it’s a fundamental shift in battery architecture. Current collectors, the thin metal substrates that conduct electricity in and out of battery cells, traditionally ranged from 15-20 microns in thickness. Today’s cutting-edge batteries use foils as thin as 4.5-6 microns for copper and 10-12 microns for aluminum.

Transitioning to ultra-thin foil current collectors is a primary driver for increasing EV battery energy density, allowing for more active material within the same cell volume.
The mathematics are compelling: reducing foil thickness from 12µm to 6µm can increase battery energy density by up to 12-15%. In practical terms, this translates to approximately 30-50 additional miles of range in a typical EV—all without changing the battery’s physical footprint or adding weight.
This evolution creates a cascading effect throughout the supply chain. Battery manufacturers need suppliers who can not only source ultra-thin materials but also process them to exact specifications. A foil that arrives at 6 microns but lacks precision edges or consistent tension control becomes worthless on a high-speed coating line where any irregularity can cause catastrophic equipment damage or, worse, safety issues in the finished battery.
II. Aluminum vs. Copper: Critical Roles
Understanding why different metals serve different functions in battery applications is essential for anyone sourcing these materials.

Understanding the distinct roles and technical requirements of aluminum and copper foils is essential for optimizing current collector performance in EV battery manufacturing.
Aluminum Foil for Cathodes: Aluminum products serve as the cathode current collector due to aluminum’s unique passivation properties. When exposed to the high-voltage environment of a charged battery (typically 3.7-4.2V), aluminum forms a protective oxide layer that prevents further corrosion. Alloys 1235 and 1060, which contain ≥99.5% pure aluminum, are the industry standard. The material must maintain tensile strength above 140 kgf/mm² to withstand the mechanical stress of high-speed coating processes where active cathode materials are applied at rates exceeding 100 meters per minute.
Copper Foil for Anodes: Copper’s superior electrical conductivity (approximately 60% better than aluminum) makes it the ideal choice for anode current collectors. The anode side of the battery operates at lower voltages where copper remains stable. Two manufacturing methods dominate: electrodeposited (ED) copper, which offers controlled surface roughness for better adhesion of graphite or silicon anode materials, and rolled annealed (RA) copper, which provides superior mechanical properties. The surface roughness—typically 1.5-2.5 microns—is carefully engineered to create mechanical anchoring points for the active material coating.
The technical requirements for these materials extend far beyond thickness. Battery-grade foils must meet stringent specifications for surface cleanliness (typically measured in parts per million of contaminants), flatness tolerances (less than 3% deviation across the web), and consistent mechanical properties throughout entire production runs.
III. The Challenge of “Light Gauge” Processing (The All Foils Angle)
Here’s the reality that most battery manufacturers discover too late: buying ultra-thin foil is easy; processing it to usable specifications is extraordinarily difficult.

Precision slitting is the most critical stage in foil conversion, as burr-free edges are vital to preventing internal shorts and ensuring long-term battery stability.
The physics of handling material at .0002″ thickness (approximately 5 microns) creates challenges that don’t exist with standard gauges. The foil becomes extraordinarily sensitive to tension variations—too much tension causes stretching and work-hardening that changes mechanical properties; too little causes wrinkles that create unusable material. All Foils has invested in specialized slitting equipment and process controls that manage these variables with micron-level precision.
The Burr-Free Imperative: When a battery manufacturer receives slit foil with even microscopic burrs on the edge, they’re receiving a ticking time bomb. These tiny metal projections can puncture the separator between anode and cathode during battery assembly or, more insidiously, break off during thermal cycling and create internal shorts months after the battery is in service. All Foils’ precision slitting process eliminates edge deformation through controlled blade geometry, optimal cutting angles, and real-time tension monitoring systems that adjust dozens of times per second.
Tension Control Through Rewinding: The rewinding process for ultra-thin gauges requires sophisticated control systems that go far beyond conventional equipment. Web breaks—catastrophic tears in the running material—can occur from tension variations as small as 50 grams. All Foils’ processing includes laser-guided edge control, automatic tension compensation systems, and climate-controlled environments that eliminate the thermal expansion variables that plague thicker materials.
The Domestic Advantage: While international mills in East Asia dominate primary production, they operate on massive minimum order quantities (often 5-10 tons) and lead times measured in months. Being one of only a few domestic businesses capable of processing ultra-thin gauges positions All Foils uniquely for the U.S. electric vehicle supply chain. When a battery manufacturer needs 500 pounds of 8-micron aluminum slit to 150mm widths on 3″ cores with H18 temper, large mills won’t return the phone call. All Foils not only takes the call—we deliver in weeks, not quarters.
This domestic capability takes on additional significance in light of Inflation Reduction Act requirements and the broader push for supply chain resilience. Battery manufacturers developing next-generation chemistries need rapid iteration cycles. The ability to order custom-processed material on Thursday and receive it the following week—rather than waiting 16 weeks for a container from overseas—accelerates development timelines by months.
IV. Bridging the Gap: From Lab to Production
The path from research lab to production line is littered with the wreckage of promising battery technologies that couldn’t scale. One of the most common failure points? The inability to source materials that work at both scales.

Domestic precision converters bridge the gap between small-scale R&D and high-volume production, offering the flexibility and lead-time advantages that large international mills cannot match.
Research institutions and startups face a specific challenge: they need battery-grade materials in quantities that industrial suppliers consider laughably small. A university laboratory testing a novel cathode coating might need just 10 pounds of material. A startup validating their manufacturing process might need 200 pounds across three iterations. Traditional suppliers—whether massive mills or their distributors—can’t economically service these orders.
Meanwhile, the handful of “lab suppliers” that will sell small quantities typically offer fixed sizes and specifications. Need 10-micron aluminum in a width that matches your pilot coating equipment? Need specific annealed temper rather than standard H18? Need it slit on cores that fit your winding equipment? The standard suppliers shrug and suggest you modify your process to match their inventory.
All Foils’ services bridge this gap by offering the same precision processing capabilities for a 50-pound R&D order as for a 5,000-pound production run. The purchasing agent at an emerging battery manufacturer gets custom core sizes, specific tempers, and precision widths that off-the-shelf suppliers simply cannot provide. More importantly, they get consistency—when that R&D project scales to production, the material properties remain identical because the processing parameters remain identical.
This scalability extends to technical support as well. Battery manufacturers working with ultra-thin foils often encounter application-specific challenges: coating adhesion issues, web-handling problems during assembly, or performance variations that trace back to material properties. Having a domestic partner with deep coating and processing expertise means engineers can collaborate in real-time rather than sending technical queries across 12 time zones and multiple language barriers.
The supply chain security dimension cannot be overstated. A single disrupted container shipment can halt a production line for weeks. A quality issue discovered in received material might require months to resolve when the processing occurred overseas. Domestic processing means domestic problem-solving—issues get addressed in days, not quarters.
The Path Forward
As EV adoption accelerates and battery performance requirements intensify, the role of ultra-thin current collectors will only grow more critical. The industry is already discussing 4-micron copper foils and exploring solid-state batteries that may require even more exotic material specifications.
Success in this environment requires more than just buying thin foil—it requires partnerships with processors who understand the unique demands of battery manufacturing. It requires domestic suppliers who can deliver precision-processed materials on timelines that match development cycles. It requires vendors who view a 100-pound order as an opportunity to demonstrate capabilities rather than a nuisance to be avoided.
For electronics manufacturers and battery developers navigating this landscape, the question isn’t whether to pursue ultra-thin current collectors—that decision has been made by the relentless physics of energy density. The question is whether your supply chain can deliver the precision, flexibility, and responsiveness that this technology demands.
All Foils’ position as one of the few domestic businesses capable of processing ultra-thin gauges with micron-level accuracy isn’t just a capability—it’s a strategic asset for any organization serious about competing in next-generation battery technology. Because in the end, the most innovative battery chemistry in the world is worthless if you can’t source the materials to manufacture it at scale.
For more information about custom processing capabilities for battery-grade foils or to discuss your specific application requirements, contact All Foils to speak with our technical team.